Наша задача - предложить Вам оптимальное техническое решение
и помочь увеличить ресурс Вашего оборудования, сэкономив при этом денежные средства
НАША РАБОТА
На этой странице для примера представлены иллюстрированные примеры проведенных нами ремонтных работ.
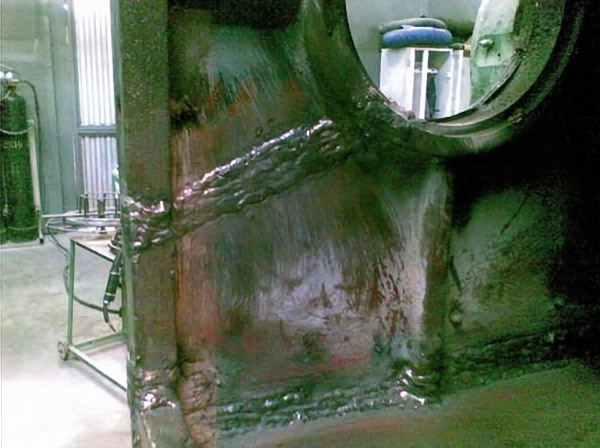
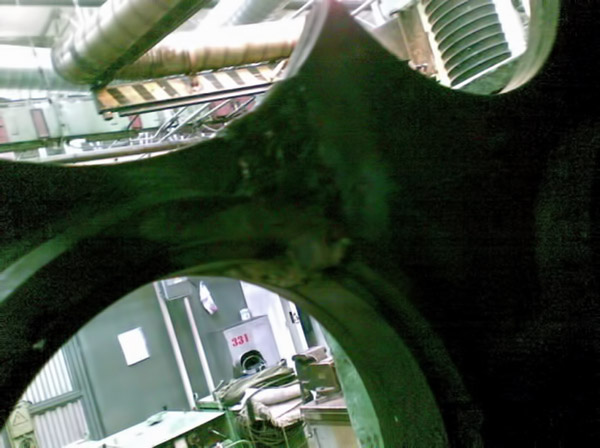
Ремонт сваркой чугунного корпуса редуктора
В процессе работы редуктор разматывающего устройства испытывает динамические знакопеременные нагрузки. Это приводит к образованию трещин в местах крепления редуктора и их разрушению. Корпус редуктора изготовлен из чугуна, марка не определялась.
Перед проведением ремонта детали демонтированы и разобраны. В местах образования трещин произведена разделка трещин металла основы "U" или "V" образной формы, в зависимости от величины трещины на всю глубину под наплавку.
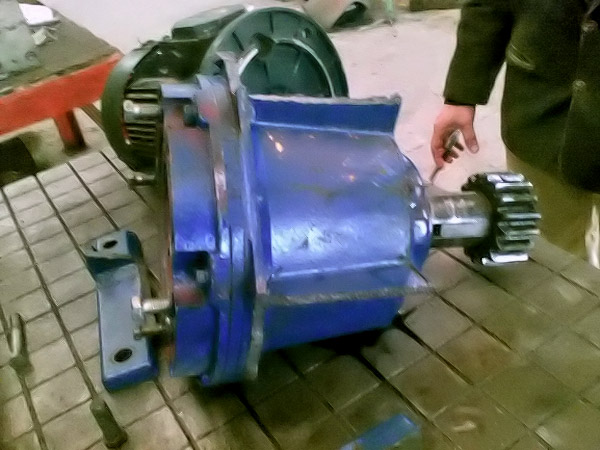







Сварка разделанных трещин производилась по технологии фирмы «Castolin». Электродами для ручной дуговой сварки с низкой теплопередачей в металл и ремонта высокопрочного серого чугуна, а так же сварки чугуна со сталью.
Специальные электроды для ремонта и защитных покрытий деталей из серого чугуна, работающих в условиях высоких нагрузок. Перегрев и отслоение покрытия на электродах, а также дефекты наплавленного слоя полностью исключаются. Электроды обеспечивают простоту наплавки, получение ровного и гладкого наплавочного шва, легкость удаления шлака. Наплавка производится источниками постоянного и переменного тока, может выполняться для всех положений сварочного шва. Электроды этого типа обеспечивают максимальный ресурс работы упрочненных деталей при работе в условиях высоких нагрузок, отсутствие трещин и высокие механические свойства.
- Максимальная трещиностойкость
- Самое высокое значение предела прочности
- Высокая скорость наплавки
- Нечувствительность к перегреву
- Высокое сопротивление на сжатие
- Простота процесса сварки источниками постоянного и переменного тока
- Сварка во всех положениях
Предел прочности Rm: 470-550 N/mm2
Твердость: 180-230 HV30
| Механические характеристики | Предел прочности (МРа) |
Предел текучести (МРа) |
Удлинение (%) |
Твердость |
| 470 | >320 | >15 | ~210HB |
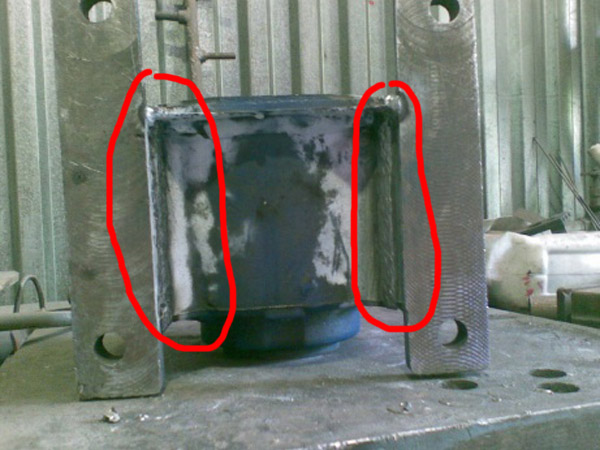
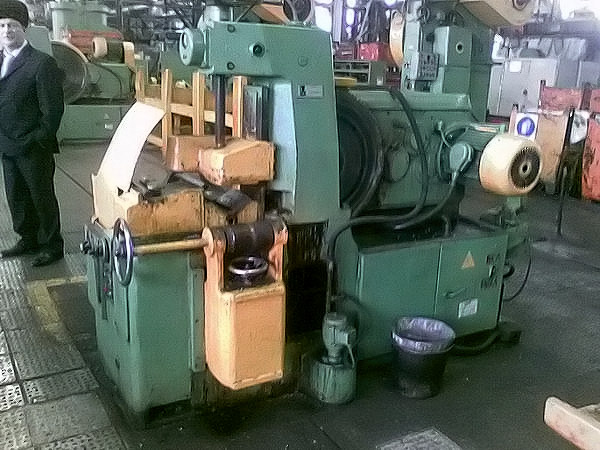
Ремонт сваркой чугунной крышки ползуна
и чугунной направляющей пресса
В процессе работы детали ползуна пресса испытывают динамические знакопеременные нагрузки. Это приводит к образованию трещин в деталях и их разрушению. Крышка и направляющая изготовлены из чугуна, марка не определялась.
Перед проведением ремонта детали демонтированы с пресса. В местах образования трещин произведена разделка трещин на всю глубину под наплавку.




Сварка разделанных трещин производилась по технологии ручными электродами фирмы «Sabaros».
Ручной электрод с обмазкой на основе графита и «биметаллическим» стержнем, имеющим высокую электропроводность. «Биметаллический» стержень электрода обеспечивает высокую скорость наплавки, как на постоянном, так и на переменном токе без риска перегрева электрода (явление, обычно наблюдаемое для железо-никелевых электродов). Для ремонта и сварки чугуна всех типов и разнородной сварки чугуна со сталью.
| Механические характеристики | Предел прочности (МРа) |
Предел текучести (МРа) |
Удлинение (%) |
Твердость |
| 500-600 | >300 | >15 | ~220HB |
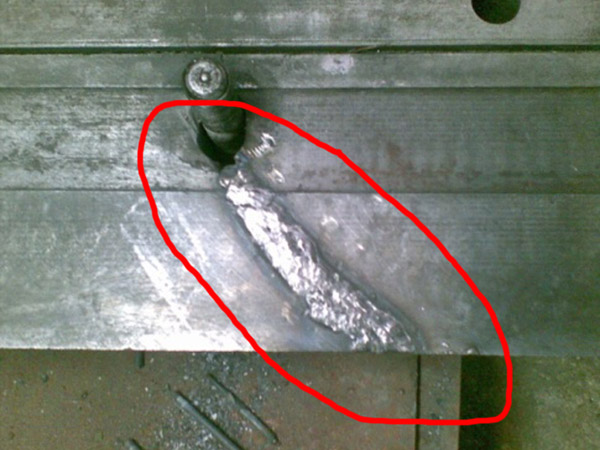
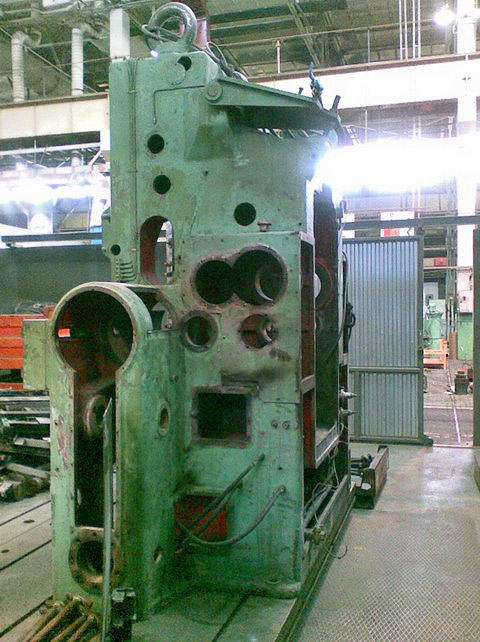
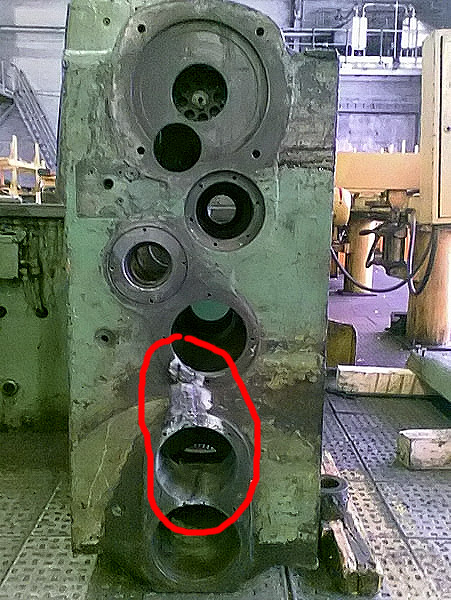
Ремонт сваркой корпуса чугунной станины
профилировочной машины FRP-2 а/л ф.«Кизерлинг»
В процессе работы профилировочной машины лопнул корпус станины в месте приводного редуктора. Корпус изготовлен из чугуна, марка не определялась.
Перед проведением ремонта корпус был демонтирован. В местах образования трещин была произведена цветная дефектоскопия на обнаружение скрытых трещин и дефектов. По результатам обследования произведена разделка трещин под наплавку.








Заварка разделанных трещин производилась ручными электродами марки «Castolin Xuper» по технологии фирмы «Castolin».
Используется в производстве и ремонте чугуна с пластинчатым и шаровидным графитом, где большое значение имеет простота сварочного процесса, малый перенос тепла и высокая трещиностойкость. Применяется также для соединения чугуна с низкоуглеродистыми и низколегированными сталями.
Прочность на растяжение: 370-440 Н/mm2
Твердость: 130-170 HV30
Ремонт сваркой чугунного корпуса станины фрезерно-отрезного станка
В процессе работы деталь испытывает знакопеременные нагрузки, что привело к образованию трещин в металле. Деталь изготовлена из чугуна, марки не определялась.
- Произведена разделка мест с трещинами
- Заварены разделанные трещины электродами по чугуну марки «Castolin Xuper» по технологии фирмы «Castolin»
- Проверено качество сварки цветной дефектоскопией





Электрод марки «Castolin Xuper» используется в производстве и ремонте чугуна с пластинчатым и шаровидным графитом, где большое значение имеет простота сварочного процесса, малый перенос тепла и высокая трещиностойкость. Применяется также для соединения чугуна с низкоуглеродистыми и низколегированными сталями.
Данный электрод с большим содержанием никеля имеет сердечник определенной толщины с гальванопокрытием, что обеспечивает низкое электрическое сопротивление. Благодаря этому электрод не перегревается, достигается хороший переход металла в шов с малым разбавлением базового металла и получением контролируемой металлургической структуры, содержащей шаровидный графит, что обеспечивает хорошую трещиностойкость наплавленного металла.
Особые свойства дуги делают возможной сварку в трудных положениях, даже загрязненных чугунов.
Данный сплав с повышенным содержанием никеля предназначен для холодной сварки всех типов чугуна. Идеально подходит для работы с замасленным, старым чугуном, а также с трудно свариваемыми деталями.
Прочность на растяжение: 370-440 Н/mm2
Твердость: 130-170 HV30
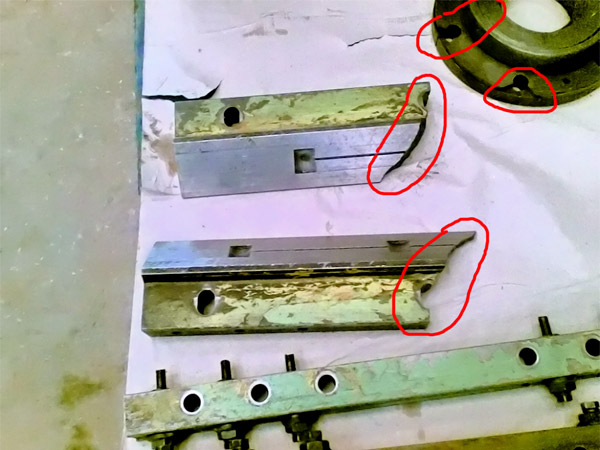
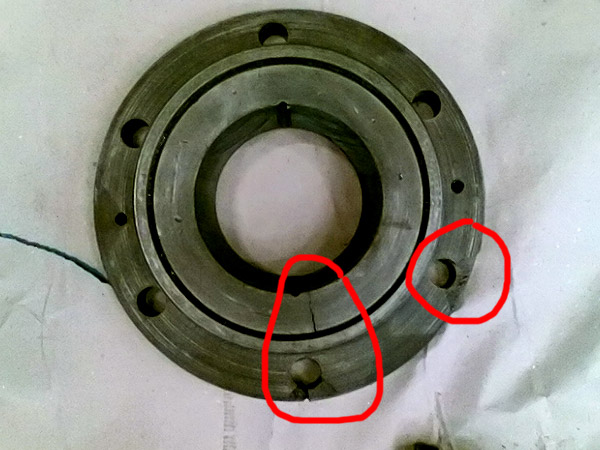
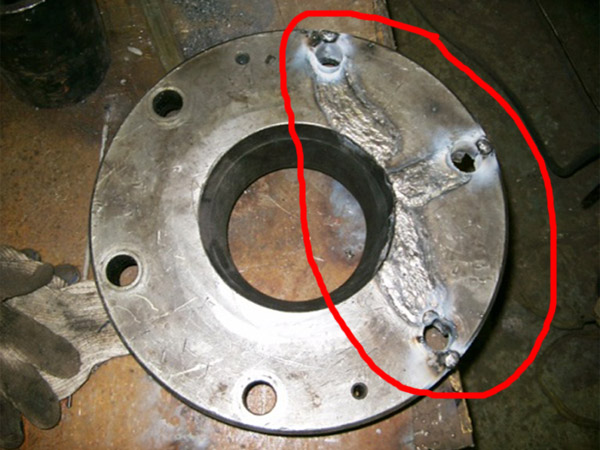
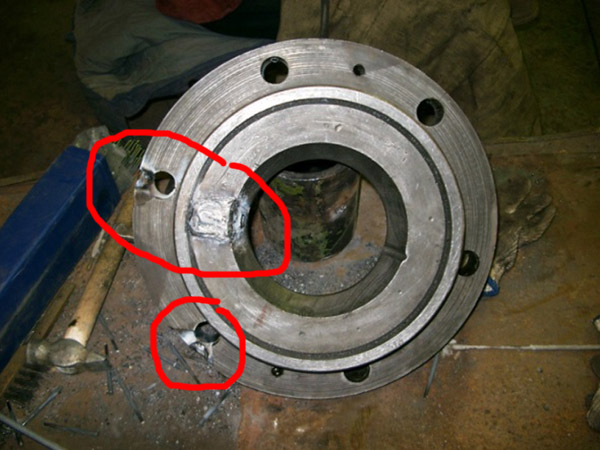
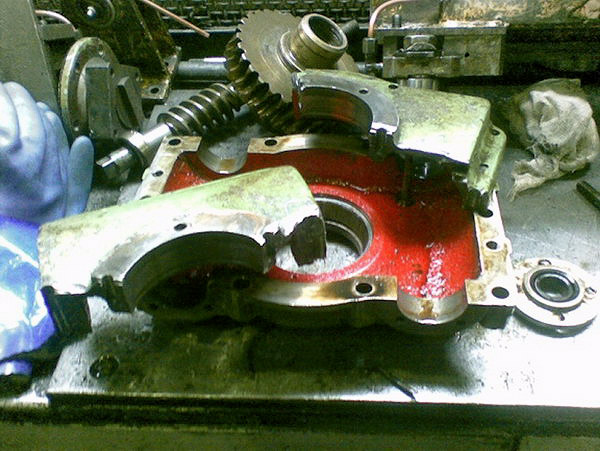
Ремонт сваркой чугунного корпуса червячного редуктора перекладчика
В процессе работы корпус редуктора испытывает вибрационные и знакопеременные нагрузки, что привело к образованию трещин в корпусе редуктора и поломке резьбовых отверстий в местах установки крышек подшипников. Корпус редуктора изготовлен из чугуна.
Перед проведением ремонта была произведена дефектоскопия на обнаружение скрытых трещин и дефектов. По результатам обследования произведена разделка и зачистка.

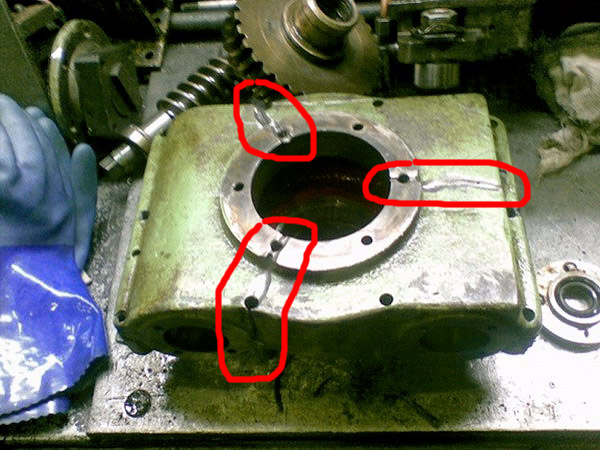
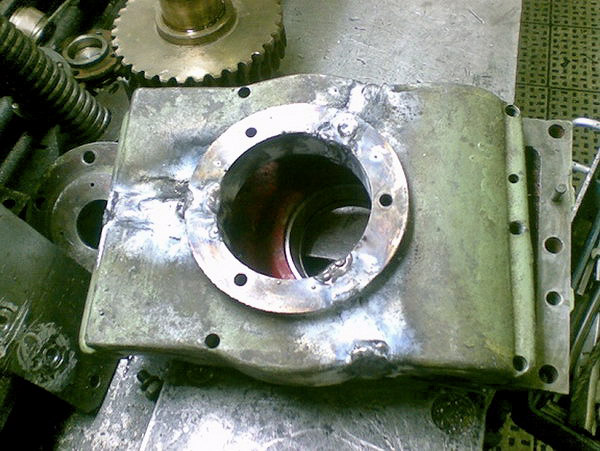
Заварка разделанных трещин и разломанных крепежных отверстий в корпусе редуктора производилась электродами марки «Castolin Xuper» по технологии фирмы «Castolin»
Данный сплав с повышенным содержанием никеля предназначен для холодной сварки всех типов чугуна. Идеально подходит для работы с замасленным, старым чугуном, а также с трудно свариваемыми деталями.
Прочность на растяжение: 25-30 kg/mm2
Относительное удлинение: ~10%
Твердость: ~160 HV
Ремонт сваркой чугунного корпуса насоса MTS 200.250.320 окрасочной камеры
В процессе работы корпус насоса испытывает динамическиt знакопеременные нагрузки. Это приводит к образованию трещин в теле корпуса. Корпус насоса изготовлен из чугуна, марка не определялась.
Перед проведением ремонта корпус насоса был демонтирован. В местах, где были обнаружены трещины, была произведена цветная дефектоскопия на обнаружение скрытых трещин и дефектов. По результатам обследования произведена разделка трещин и зачистка места под наплавку.



Cварка разделанных трещин производилась ручными электродами и по технологии фирмы «Castolin»
Используется в производстве и ремонте чугуна с пластинчатым и шаровидным графитом, где большое значение имеет простота сварочного процесса, малый перенос тепла и высокая трещиностойкость. Применяется также для соединения чугуна с низкоуглеродистыми и низколегированными сталями.
Прочность на растяжение: 370-440 Н/mm2
Относительное удлинение: ~10%
Твердость: 130-170 HV30
Ремонт сваркой чугунного корпуса станка ЦДК-5-3
В процессе работы детали корпус станины испытывают динамические знакопеременные нагрузки. Это приводит к образованию трещин в теле деталей, а также к их поломке. Корпуса деталей станины изготовлены из чугуна, марка не определялась.
Перед проведением ремонта детали были демонтированы. В местах, где были обнаружены трещины, была произведена цветная дефектоскопия на обнаружение скрытых трещин и дефектов. По результатам обследования произведена разделка трещин и зачистка места под наплавку.





Заварка разделанных трещин производилась ручными электродами марки «Castolin Xuper» по технологии фирмы «Castolin».
Используется в производстве и ремонте чугуна с пластинчатым и шаровидным графитом, где большое значение имеет простота сварочного процесса, малый перенос тепла и высокая трещиностойкость. Применяется также для соединения чугуна с низкоуглеродистыми и низколегированными сталями.
Прочность на растяжение: 370-440 Н/mm2
Твердость: 130-170 HV30
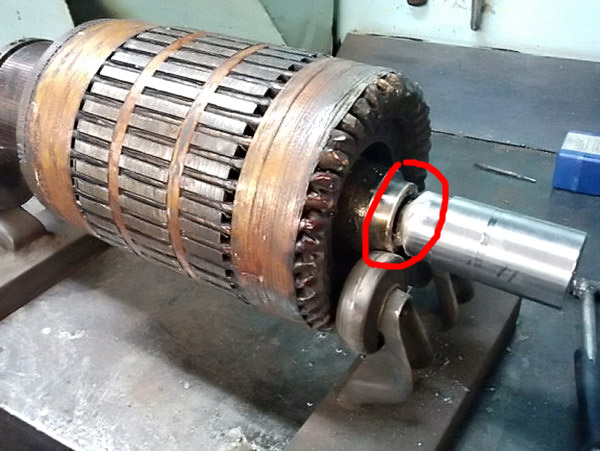
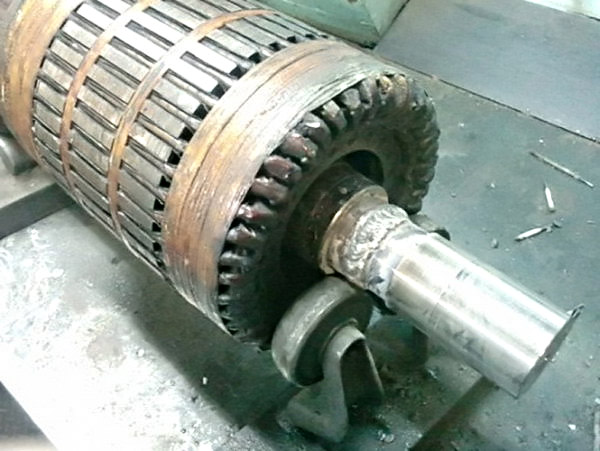
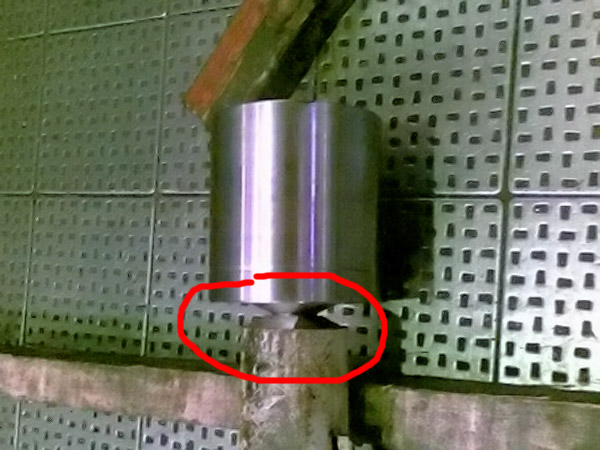
Ремонт сваркой вала тягового электродвигателя электроплатформы «Yale»
В процессе работы ротора электродвигателя на валу ротора образовалась трещина, что привело к поломке вала. Деталь изготовлена из стали, марка не определялась.
- Место поломки проточено под сварку
- Выточен новый конец вала с разделкой торца под сварку
- Произведена сварка электродом «Castolin Xuper» по технологии фирмы «Castolin»
- После сварки произведена цветная дефектоскопия, трещин не обнаружено

Электрод «Xuper» с низким тепловложением предназначен для соединения и наплавки толстостенных деталей из упрочненных сталей, для которых возможен только низкотемпературный подогрев, деталей обладающих большим запасом надежности.
Полностью аустенитный твердый раствор системы никель-хром-марганец-железо, покрытие из которого обеспечивает отличные результаты радиографического контроля, а также замечательные механические, металлургические, физические и химические свойства.
- Оптимальное сочетание прочности и пластичности позволяет выдерживать суровые условия эксплуатации и нагрузки
- Низкие остаточные сварочные напряжения не требуют термообработки
- Нечувствителен к циклическим нагрузкам
- Отличный сварной шов с минимальным перемешиванием
Электрод позволяет сваривать во всех пространственных положениях с высокой производительностью.
| Предел прочности Rm |
Предел текучести R (p0,2) |
Относительное удлинение (l=5d) |
Твердость | Ударная вязкость |
| 650-690 Н/мм2 | 390 Н/мм2 | 40-45% | 170-220 HB30 | ~120 J (+20°C) ~110 J (-196°C) |
Ремонт сваркой корпуса шатуна пресса «Komatsu-1000»
В процессе работы под воздействием знакопеременных нагрузок в корпусе шатуна образовались трещины. Шатун изготовлен из литой стали марки 45Л.
- Голова шатуна с трещинами срезана, разделана кромка под сварку
- Изготовлена заготовка головки шатуна с нарезанной наружной резьбой
- Заготовка головки шатуна вкручена в подготовленный корпус
- Сварка разделки произведена специальным ручным электродом с малым переносом тепла для соединения разнородных и трудносвариваемых сталей по технологии фирмы «Castolin»




Ремонт сваркой корпуса шатуна главного привода пресса «Innocenti-300»
В процессе работы под воздействием знакопеременных нагрузок в корпусе шатуна образовались трещины. Шатун изготовлен из литой стали аналог стали марки 45Л.
- Голова шатуна с трещинами срезана, разделана кромка под сварку
- Изготовлена заготовка головки шатуна с нарезанной наружной резьбой
- Заготовка головки шатуна вкручена в подготовленный корпус
- Сварка разделки произведена специальным ручным электродом с малым переносом тепла для соединения разнородных и трудносвариваемых сталей по технологии фирмы «Castolin»



Используемый ручной высоколегированный электрод обеспечивает высокую прочность и трещиностойкость отложений, и был специально разработан для соединения и плакирования широкой палитры сталей.
Сплав электрода имеет контролируемую аустенитную микроструктуру, усиленную ферритной дельта фазой, которая допускает различную степень смешения с базовым металлом. Это придает наплавленному металлу особую трещиностойкость, что очень важно при сварке высокопрочных легированных сталей.
| Прочность на растяжение |
Предел текучести | Относительное удлинение |
Твердость после сварки |
| 800-850 Н/мм2 | 648-695 Н/мм2 | 20-25% | 240-280 HV30 |
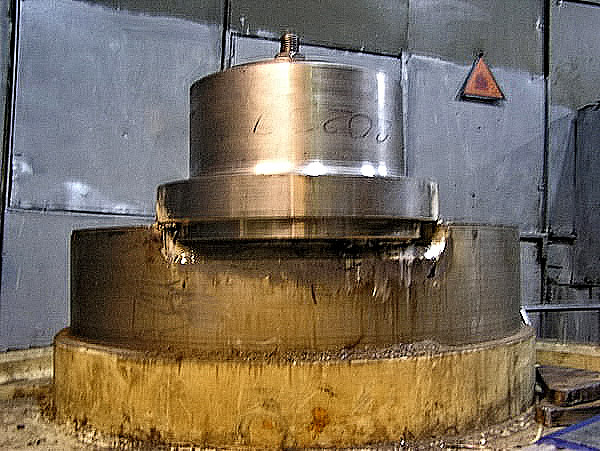
Ремонт сваркой поверхности поршня мультипликатора МЛД «CLH-630»
В процессе работы на бронзовой рабочей поверхности поршня образуются задиры, что приводит к падению рабочего давления. Поршень изготовлен из стали, марка сталь 45.
- Поверхность поршня с дефектной поверхностью проточена на токарном станке на всю глубину дефектов
- Заварка проточенной поверхности произведена ручными электродами марки «Castolin» по технологии фирмы «Castolin»


Специальный ручной электрод «Castolin» на основе сплава оловянистой бронзы для наплавки и ремонта деталей из меди, бронзы, латуни и для их соединения со сталью, чугуном, никелем и никелевыми сплавами.
Низкое содержание дополнительных элементов в обмазке обеспечивает идеальную наплавку, свободную от пор, с гладкой идеальной кромкой, обеспечивающую исключительную стойкость в паре трения металл/металл.
Простая механическая обрабатываемость покрытия.
| Предел прочности Rm (Н/мм2) |
Удлинение А5 (%) |
Твердость (НВ) |
|
| Минимум | 300 | 20 | 100 |
| Типовое | 320 | 25 | 130 |
Ремонт сваркой корпуса муфты погрузчика «Toyota 30»
В процессе работы механизма на шлицы муфты оказывается знакопеременная нагрузка, что привело к постепенному износу шлицов. Материал: сталь марка не определялась.
- Муфта подготовлена к наплавке путём защиты рабочих поверхностей при помощи асбестового полотна и медных вставок
- Восстанавливаемую поверхность шлицов наплавлена электродами марки «Castolin»
- Наплавка обработана на расточном станке под нарезку зубьев шлицов


Данный ручной высоколегированный электрод «Xuper», обеспечивающий высокую прочность и трещиностойкость отложений, был специально разработан для соединения и плакирования широкой палитры сталей.
Сплав «Xuper 680-S» имеет контролируемую аустенитную микроструктуру, усиленную ферритной дельта фазой, которая допускает различную степень смешения с базовым металлом. Это придает наплавленному металлу особую трещиностойкость, что очень важно при сварке высокопрочных легированных сталей.
| Прочность на растяжение |
Предел текучести | Относительное удлинение |
Твердость после сварки |
| 800-850 Н/мм2 | 648-695 Н/мм2 | 20-25% | 240-280 HV30 |
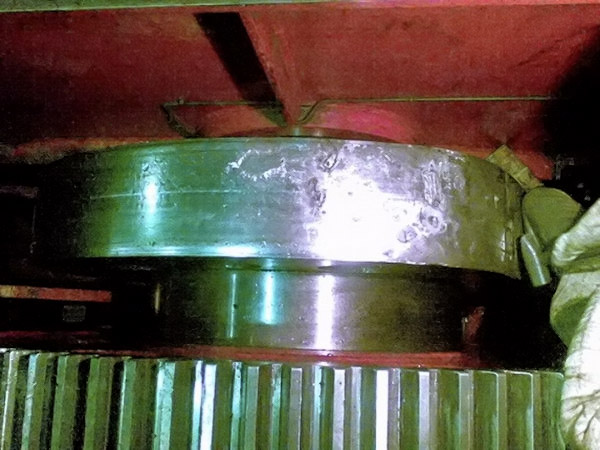
Ремонт сваркой эксцентрика главного привода пресса «Innocenti-400»
В процессе работы при воздействии знакопеременных нагрузок шатуна на корпус эксцентрика зубчатого колеса произошла поломка детали по сварочному шву.
После осмотра колеса было принято решение срезать бобышку, изготовить новую из стали 45 и приварить её на подготовленное место, усилив тремя косынками. Эксцентрик изготовлен из стали, марка не определялась.




Приварка бобышки и усиливающих пластин произведена ручными электродами марки «Castolin» по технологии фирмы «Castolin»
Электрод «Castolin Xuper» характеризуется большой величиной ударной прочности, которая остаётся неизменной даже при температуре, близкой к абсолютному нулю. Коэффициент удлинения наплавляемого металла очень близок к коэффициенту удлинения, свариваемой стали.
| Прочность на растяжение | Относительное удлинение | Твердость | Ударная вязкость |
| 65-70 кгс/мм2 | 40-45% | 170-220 HB30 | 12 кгс*м/см2 |
Ремонт сваркой поверхности кулака продольного привода
грейферных линеек пресса «Innse»
В результате попадания инородных частиц и высокого давления между рабочей поверхностью кулака и ролика механизма привода поперечного грейфера пресса на рабочей поверхности кулака образовались сколы и задиры, которые приводили к сильным вибрациям при работе грейферного механизма.
Материал: сталь 40CrMo4 согласно фирменного чертежа. Поверхность кулака закалена на твердость 58-60 HRC.
В связи с аварийностью выполнения ремонтных работ сварочные работы выполнялись без демонтажа кулака с пресса.
- Выявленные дефекты на рабочей поверхности разделаны при помощи шлифовальной машинки
- Зачищенные участки наплавлены электродами марки «Castolin»
- Наплавленные участки зачищены шлифовальной машинкой до уровня рабочей поверхности по лекалу

Специальный ручной электрод «Xuper» с малым переносом тепла, обеспечивающий высокую прочность и трещиностойкость отложений, был специально разработан для соединения и плакирования разнородных и трудносвариваемых сталей.
Сплав электрода имеет контролируемую аустенитную микроструктуру, усиленную ферритной дельта фазой, которая допускает различную степень смешения с базовым металлом. Это придает наплавленному металлу особую трещиностойкость, что очень важно при сварке высокопрочных легированных сталей.
| Прочность на растяжение | Предел текучести | Относительное удлинение | Твердость после сварки | Плотность покрытия |
| 800-850 Н/мм2 | 648-695 Н/мм2 | 20-25% | 240-280 HV30 | ~7,6 г/см3 |
Ремонт трубопровода высокого давления пресса «Komatsu-650»
В процессе работы при воздействии вибраций на трубопроводы высокого давления произошла поломка детали по сварочному шву.
После осмотра трубопроводов было принято решение срезать крепёжные фланцы, изготовить новые из стали 45 и приварить на старое место. Трубопроводы изготовлены из стали, марка не определялась.





Сварка фланцев произведена ручными электродами марки «Castolin» по технологии фирмы «Castolin»
Электрод «Castolin Xuper» характеризуется большой величиной ударной прочности, которая остаётся неизменной даже при температуре, близкой к абсолютному нулю. Коэффициент удлинения наплавляемого металла очень близок к коэффициенту удлинения, свариваемой стали.
| Прочность на растяжение | Относительное удлинение | Твердость | Ударная вязкость |
| 65-70 кгс/мм2 | 40-45% | 170-220 HB30 | 12 кгс*м/см2 |
Ремонт сваркой шейки вала редуктора токарного станка 16К40
В процессе работы на шейке вала под подшипником в результате проворота образовались задиры, глубина рисок на поверхности доходит до 0,6-0,8мм. Вал изготовлен из стали, марка стали не определялась.
- Поверхность шейки вала с дефектной поверхностью проточена на токарном станке на всю глубину дефектов
- Заварка проточенной поверхности произведена ручными электродами марки «Sabaros» по технологии фирмы «Sabaros»


Электрод марки «SABAROS» - большая величина ударной прочности, которая остаётся неизменной даже при температуре, близкой к абсолютному нулю. Коэффициент удлинения наплавляемого металла очень близок к коэффициенту удлинения, свариваемой стали.
| Прочность на растяжение | Относительное удлинение | Твердость | Ударная вязкость |
| 65-70 кгс/мм2 | 40-45% | 170-220 HB30 | 12 кгс*м/см2 |